
Приспособление для резки металла
Инструменты и приспособления, применяемые при резке
Резка металла
Методические указания к лабораторным занятиям по дисциплине «Основы ремонта и диагностики нефтегазового оборудования»
В указаниях описаны инструменты и приспособления, применяемые при резке, даны основные правила выполнения работ при резке металла, а так же правила разрезания металлов для студентов специальности 130602 Машины и оборудование нефтяных и газовых промыслов.
Составитель: Сидоркин Д.И., ассистент, канд.техн.наук
Рецензент Ишемгужин И.Е., доцент, канд.техн.наук
© Уфимский государственный нефтяной технический университет, 2007
Содержание
3 Инструменты и приспособления, применяемые при резке
4 Правила выполнения работ при разрезании материалов
Цель работы
Целью настоящей лабораторной работы является закрепление и углубление практических знаний студентов по инструментам, применяемых при резке металла и приемам выполнения этих работ.
Введение
Разрезание — это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия.
Инструменты и приспособления, применяемые при резке
Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы.
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ, разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250. 300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Цельный ножовочный станок (рисунок 1) состоит из станка 7, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3.
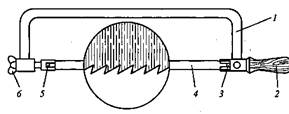
1 – станок; 2 – рукоятка; 3 – штифты; 4 – ножовочное полотно; 5 – головка крепления ножовочного полотна; 6 – натяжной винт с гайкой
Рисунок 1 – Цельный ножовочный станок
Раздвижной ножовочный станок (рисунок 2) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы.
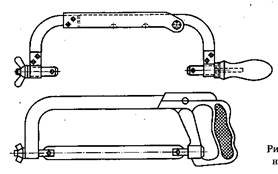
Рисунок 2 – Раздвижной ножовочный станок
На одной из сторон ножовочного полотна по всей длине нарезают зубья (рисунок 3, а). Каждому зубу ножовочного полотна придается форма режущего клина, которая характеризуется определенными геометрическими параметрами: задним углом α, углом заострения β, передним углом γ и углом резания δ. Между углами, характеризующими геометрию режущего клина зубьев ножовочного полотна, существуют зависимости: α + β + β = 90°; α + β = δ.

а – геометрические параметры ножовочного полотна: γ – передний угол; α – задний угол; β – угол заострения; δ – угол резания; б – разводка по зубу; в – разводка по полотну
Рисунок 3 – Ножовочное полотно
Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены. В зависимости от величины шага зубьев, т. е. от расстояния между двумя соседними зубьями, различают разводку по зубу (рисунок 3, б) и разводку по полотну (рисунок 3, в). Разводка по зубу производится на полотнах с большим шагом, в этом случае поочередно отгибают каждый зуб ножовочного полотна то в одну сторону, то в другую. При разводке по полотну сначала отгибают два-три зуба в одну сторону, а затем два-три зуба в другую. В этом случае вдоль полотна появляется волнистая линия.
При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезаний является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе.
Ручные ножницы (рисунок 4) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм.

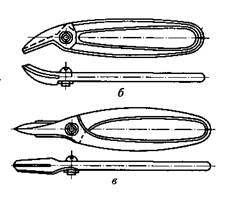
а – правые; б – с криволинейными лезвиями; в – пальцевые
Рисунок 4 – Ножницы кривые
Такие ножницы (рисунок 4, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рисунок 4, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рисунок 4, в).
Все ножницы, независимо от их конструкции, в своей основе имеют (как и другие режущие инструменты) режущий клин. Форма режущего клина ножниц характеризуется следующими геометрическими параметрами (рисунок 5): углом заострения β; задним углом α, обеспечивающим уменьшение трения при работе ножницами и составляющим 2. 3°. С целью уменьшения усилий, прикладываемых при резании, режущие ножи устанавливают под углом φ (чем больше этот угол, тем меньше усилие резания). При увеличении этого угла создаются усилия, выталкивающие лист из-под ножей, в связи с этим величину угла φ выбирают в пределах 7. 12 °, что создает оптимальные условия для резания. Угол заострения β выбирают в зависимости от обрабатываемого материала (чем тверже материал, тем большим должен быть этот угол). Для мягких металлов и сплавов (например, меди, латуни) он составляет 65 °; для металлов средней твердости — 70. 75 °, а для твердых материалов — 80°. Если требуется разрезать листы большой толщины (до 2,0 мм), применяют стуловые ножницы (рисунок 6). У этих ножниц одна рукоятка имеет отогнутый вниз конец; этим заостренным концом ножницы закрепляют в деревянной колоде или тисках. Вторая рукоятка служит для нажатия и собственно резания.

α – задний угол; β – угол заострения; φ – угол между лезвиями
Рисунок 5 – Геометрические параметры лезвий ножниц
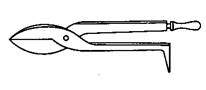
Рисунок 6 – Стуловые ножницы
Хорошего эффекта при резании листовой стали толщиной до 2,5 мм можно добиться при использовании силовых ножниц (рисунок 7). При работе рукоятку 4 с насечкой закрепляют в тисках, а рукоятку 5 с пластмассовым наконечником захватывают правой рукой. Рабочая рукоятка 5 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 7 заканчивается ножом 1 и соединен винтом 2 через шайбу 8 с рукояткой 4. Рукоятка 5 через ось 6 и шарнирное звено 3 также соединена с рукояткой 4. Эта система рычагов обеспечивает увеличение силы резания приблизительно в два раза по сравнению с обычными ножницами таких же габаритов.
Настольные ручные рычажные ножницы (рисунок 8) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Основание 1 ножниц закрепляют на верстаке болтами. Рукоятка 2 обеспечивает возвратно-поступательное движение ножа 3. Второй нож 4 закреплен в корпусе основания 1. Разрезаемый лист укладывают на полку неподвижного ножа и, перемещая подвижный нож 3 рукояткой 2, выполняют разрезание листа по разметочной риске. Рычажные ножницы могут несколько отличаться друг от друга по конструкции, но принцип их действия во всех случаях одинаков.

1 – нож; 2 – винт; 3 – шарнирное звено; 4 – рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 – ось; 7 – рычаг; 8 – шайба
Рисунок 7 — Силовые ножницы
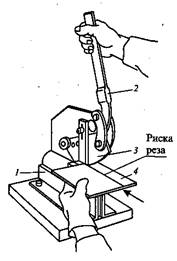
Рисунок 8 – Настольные ручные рычажные ножницы
Труборезы (рисунок 9) применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространены роликовые, хомутиковые и цепные труборезы.
Роликовый труборез (рисунок 9, а) состоит из скобы 4, винтового рычага 3 и трех дисковых режущих роликов 6, два из которых установлены на осях в скобе 4, а третий смонтирован на оси, закрепленной в подвижном кронштейне 5

а – роликовый: 1 – прижим; 2 – винт; 3 – винтовой рычаг; 4 – скоба; 5 – кронштейн; 6 — режущие кромки; 7 – труба; б – хомутиковый; в – цепной; г – резцовый: 1 – нажимной винт; 2 – отрезной резец; 3 – винт
Рисунок 9 — Труборезы
Разрезаемую трубу закрепляют в прижиме 1 винтом 2, после чего труборез устанавливают на трубу 7. При вращении винтового рычага 3 вправо кронштейн 5 переместит режущий ролик 6 до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его слегка раскачивают при помощи рычага (примерно на одну треть оборота в каждую сторону). Для повышения качества разрезания место реза смазывают маслом.
Для разрезания труб большого диаметра применяют хомутиковые или цепные труборезы (рисунок 9, б, в).
При резании роликовыми труборезами происходит вдавливание внутрь трубы ее торца, что ведет к образованию заусенцев и необходимости дальнейшей обработки трубы для их удаления. Исключить этот недостаток позволяет резцовый труборез (рисунок 9, г), у которого ролики выполняют лишь функцию центрирования трубы в приспособлении, а резание производится отрезным резцом 2, который по мере врезания в трубу подается нажимным винтом 7. Нажим роликов осуществляется при помощи винта 3.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: На стипендию можно купить что-нибудь, но не больше. 8852 —  | 7195 —
| 7195 —  или читать все.
или читать все.
Разновидность инструмента для резки металла
Спрос на сплав не утихает и сегодня, многие начинающие мастера и профессионалы интересуются, какой инструмент для резки металла признан оптимальным, ведь на строительных рынках представлен широчайший ассортимент различной продукции.
Металл – один из востребованных материалов, не теряющий актуальности на протяжении нескольких столетий. Продукт широко применяется для различных промышленных целей, поскольку обладает относительно невысокой ценой и является очень крепким и надежным.
Основные способы резки металла
Пред покупкой необходимо разобраться, какие способы резки металла существуют. Специалисты разделяют несколько групп:
Все они отличаются техникой исполнения, имеют определенные преимущества и недостатки. Что касается самих инструментов для резки металла, самыми востребованными считаются:
- ручная ножовка известна как ножовочные полотна;
- электрический лобзик;
- ножницы по металлу;
- дисковые и сабельные пилы;
- болгарка.
Каждое приспособление имеет существенные различия, подбирать их нужно в зависимости от поставленной цели.
Промышленное оборудование
Если для работы в домашних условиях можно использовать стандартные ручные или электрические инструменты, для промышленного производства они не подходят. Это обусловлено относительно невысокой скоростью работы и неспособностью разрезать толстый профиль.
Если металл режется в промышленных масштабах или лист необходимо скорректировать в труднодоступных местах, промышленные инструменты справятся с задачей лучше и быстрее.
Чаще всего на заводах и промышленных цехах устанавливают:
Какой метод выбрать, должен решать мастер. Подбор приспособления зависит от жесткости материала и от необходимой скорости нарезки. Например, скорость плазменной резки превышает скорость газопламенной в несколько раз.
Ножницы по металлу
Этот ручной инструмент для резки металла признан простым и удобным, позволяет разделить лист с толщиной до 3 мм. Отлично подходит для строительства и ремонта.
В зависимости от устройства, условно их классифицируют на несколько разновидностей.
Прямого реза – инструменты предназначены для резки металла по прямой линии.
Криволинейные – разрезают листы криволинейным срезом.
Пальцевые – называются ножницы, похожие по действию на криволинейные аналоги, бывают правого или левого реза. Оптимально подходят для вырезки сложных узоров и геометрических фигур.
Стуловые – с помощью приспособления можно разделить металлический профиль толщиной до 3 мм, подходит для резки прутьев средней толщины (около 6–8 мм).
Рычажные инструменты – мощный вид, в конструкции одно лезвие является подвижным, второе фиксированным. Работа осуществляется только с применением верстака.
Выбрать правильные ножницы проблематично, функционирование зависит от заточки лезвия (угол варьируется от 65 до 80 градусов).
Какие виды насадок на дрель используются для резки металла?
Чтобы расширить область применения электродрели используются насадки на дрель для резки металла. Часто у домашних мастеров возникает необходимость разрезать листовой металл, его используют для облицовки стен, перегородок, применяют при устройстве крыш.
В домашних условиях стандартный набор небольшой. Для того чтобы раскроить листы или профилированный прокат, используют ножницы или отрезные диски совместно с углошлифовальной машинкой.
Ножницы
Ножницами гладкий лист резать сравнительно несложно, но при длинных резах приходится изыскивать способы установки материала, чтобы не повредить руки или заготовки. Сложные конфигурации производить сложно, проще двигаться по прямой линии. При использовании УШМ с отрезными дисками кромка подгорает, на ней остается незащищенный металл.
Разрезать профилированный лист гораздо сложнее. У лезвий ножниц не хватает угла захвата, поэтому мастера вынуждены изыскивать способы для захвата и резания металла.

Идеи приспособить имеющийся инструмент для выполнения сложной жестяницкой работы возникали давно. Но приобретать сложные и дорогие устройства готовы не все. Проще использовать приспособления к уже имеющимся электроинструментам.
Станки для резки листовых материалов
На предприятиях по изготовлению изделий из металла используют разнообразный инструмент, предназначенный для вырезания деталей из листовых материалов.
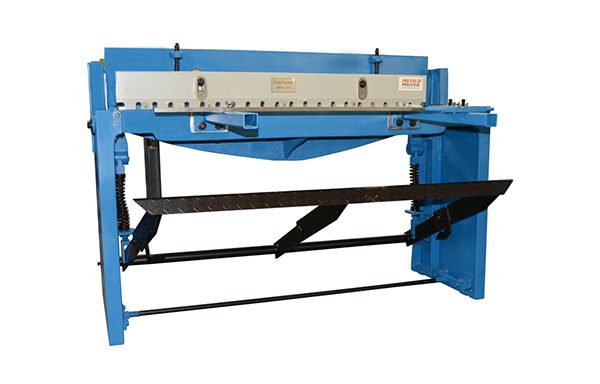
- Гильотинные ножницы – это широкозахватный станок, в котором листовые заготовки разрубаются по прямой линии. Привод у станков: электрический, гидравлический и пневматический. Промышленное оборудование рубит стальные листы толщиной до 6 мм.
При раскрое штрипса (рулонного листового материала) устанавливают ролики, с которых происходит сматывание полосы. Дополнительно оборудуют роликовыми измерительными устройствами, позволяющими вести высокопроизводительный раскрой.

- Ручные гильотины чаще встречаются в небольших мастерских. Они могут резать листовые заготовки толщиной до 2 мм. Длина реза сравнительно небольшая. При необходимости разделения на большой протяженности режут по частям, постепенно продвигая заготовку вдоль режущих кромок. Чтобы оператору было проще выполнять работу, вокруг станка устанавливают столы, на поверхности которых установлены рольганги. По ним легко перемещать полуфабрикаты.
- Циркулярные пилы, оснащенные дисками по металлу, используют для производства длинных резов на листах толщиной более 2 мм. Скорость процесса невысокая. Чтобы снизить нагрузку на инструмент производят охлаждение с помощью смазочных охлаждающих материалов (СОЖ).
- Электролобзик применяют для разрезания заготовок толщиной более 1,5 мм. При меньшей толщине процесс сопровождается сильной вибрацией. Качество заметно снижается.
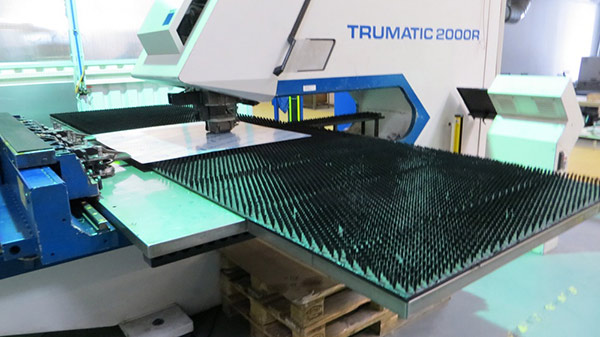
- Координатно-вырубные прессы применяют на достаточно крупных производствах. На них по заданной программе из листовых материалов производят изготовление сложных деталей. Форма линии реза может быть самой разнообразной. В заготовках изготавливают отверстия различной формы. Современные станки выполняют свыше 5000 ударов в минуту, что гарантирует высокую производительность вырубки деталей.
Приспособления для дрели
Приспособления, превращающие электродрель в устройство, способное резать металл, это пуансоны пробивного типа. Они производят множественные возвратно-поступательные движения в пространстве матрице. Пуансон вырубает небольшие отверстия. Из последовательных отверстий формируется линия реза, шириной 3,1 мм. При каждом ударе пробивается окружности Ø 3,1 мм.
Указанные насадки позволяют производить разрезание металлических листов по следующим параметрам:
- Алюминиевые изделия прорубаются при толщине до 2 мм.
- Медь и медные сплавы (латуни), оцинкованная сталь вырубаются при толщине до 1,5 мм.
- Нержавеющая сталь, мельхиор, бронза и другие листы из цветных металлов прошиваются толщиной до 0,8 мм.
Механизм насадки преобразует вращательное движение патрона в возвратно-поступательное перемещение пуансона. На жесткой опоре располагается матрица, она воспринимает ударную нагрузку. В то же время размер опоры меньше пробиваемого отверстия, поэтому пользователь может перемещать инструмент в любом направлении.

Для производительной работы насадки частота вращения патрона электродрели должна быть выше 2700 об/мин. При меньшей частоте вращения энергии удара недостаточно для эффективного пробития отверстий в металлическом листе.
Основные преимущества использования сменных приспособлений для дрели
Сопоставляя результат работы просечной приставки с тем, что получается при использовании отрезного диска УШМ, можно увидеть ряд преимуществ применения насадок:
- Качество реза гораздо выше, отсутствуют заусенцы, нет подплавленных острых кромок, которые приходится удалять, чтобы не пораниться о них.
- Круги для болгарки изнашиваются с высокой скоростью. Приходится приобретать значительное количество, чтобы производить длинные резы. Экономия весьма значительная.
- Производительность труда при использовании насадок в несколько раз выше, чем достигаемая при резке болгаркой. Те, кто хотя бы однажды поработали с насадкой, стремятся и дальше выполнять сложную работу своими руками.
- На короткой дистанции можно изменять направление линии отрезания изделия, при использовании дисков приходится производить несколько промежуточных действий, а потом прорабатывать поворот.
- Насадки используются при использовании дрели с разным типом движителя (пневматический и электрический от сети 220 вольт).
- Можно выполнять сложные резы (необходимость возникает при устройстве крыш из металлочерепицы).
- Удобно удерживать инструмент в процессе выполнения работы.
- Когда выполняется производственный процесс, он не сопровождается выделением большого количества искр. Не требуется дополнительная защита работника и окружающих предметов от воспламенения.
- Масса электродрели увеличивается незначительно, но возникают совершенно новые свойства инструмента.
- Для освоения нужно не более 10…15 минут, далее пользователь быстро приобретает необходимые навыки.
Недостатки? При работе следует учитывать, что пуансон придет в негодность в случае попытки прорубать отверстие в материале, имеющем большую величину, чем рекомендует производитель. Произойдет быстрое притупление кромок просечного инструмента.
Восстановить можно, но при каждой переточке размеры пуансона уменьшаются. Нельзя производить многократные восстановления. Придется приобретать новый инструмент или искать ремонтный комплект.

Торговые марки насадок и места продаж
В торговой сети можно приобрести просечные насадки для дрели. Их цена сопоставима с ценой недорогой электродрели. Известный во всех европейских странах и СНГ сетевой гипермаркет «Леруа Мерлен» предлагает покупателям на выбор модели насадок под фирменными знаками «Сверчок» и «Бобер».
Конструктивно эти модели различаются незначительно. Их производят в разных странах, поэтому отношение покупателей несколько различается. Сверчок выпускают предприятия КНР, а Бобер производится НРБ. Многие предпочитают покупать болгарский товар, поэтому цена на него несколько выше.
Насадки для дрели режущего типа
Кроме просечных насадок выпускаются приспособления, совершающие резание листового материала. Насадка напоминает небольшие ножницы. Имеются активная режущая пластика и противорежущая кромка.
Лист металла попадает на противорежущую кромку, на него набегает режущая, которая защемляет разрезаемый материал. В результате происходит рез на небольшое расстояние.
Последовательно перемещая ножницы в нужном направлении, отрезают излишки металла или осуществляют разделение листовой поверхности на две разные детали.

Подобные насадки получили название «Стальной Бобер». Они имеют несколько основных преимуществ перед остальными приспособлениями:
- Пользователь получает рез, качество которого сопоставимо с вырубкой на промышленном станке, кромки минимальные, их даже не требуется удалять после проведения работы.
- Легко удерживать инструмент в руках, наличие дополнительной рукоятки помогает направлять приспособление в нужном направлении.
- При производстве работы направление реза можно изменять по малому радиусу, что довольно удобно для получения деталей сложной конфигурации.
- Масса инструмента возрастает примерно на 30 %, что ненамного усложняет работу с электроинструментом.
- При работе не образуется никакого искрения. Инструмент, разрезая металл, даже не нагревает зону резания. Защитные покрытия не повреждаются.
- Для освоения приспособления нужно не более получаса. Больше времени приходится тратить не на сам процесс, а на подготовку листов. Нужно приспособиться раскладывать их на рабочем месте, чтобы иметь удобный доступ.

Видео: режем металл быстро – супернасадка на дрель!
Как сделать роликовые ножницы для резки листового металла своими руками
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
 Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Насадка на дрель для резки металла – механизируем непростую операцию

Чем режут металл в домашних условиях? В 90% случаев ручными ножницами (речь идет о тонкой металлической жести). Способ бесхитростный, недорогой, но не лишенный недостатков.

- Как минимум, проделать длинный разрез без заусенцев достаточно сложно.
- Поскольку ножницы расположены вдоль листа, разрезаемые плоскости требуется разводить вверх и вниз. Это затрудняет работу, не говоря о том, что края впоследствии необходимо выравнивать.
- Если заготовка не плоская, а с ребрами жесткости (например, профнастил, либо фигурное «под черепицу» покрытие для крыши), выполнить разрез обычными ножницами по металлу практически невозможно.
Требуется большое физическое усилие. Если надо за один раз разрезать несколько метров, то получается неплохая тренировка, как в спортзале. Часто для таких работ применяется болгарка с отрезным диском.
Получается быстро, относительно ровно и совсем не тяжело физически. Однако края требуют последующей обработки, и металл на кромке подвергается нежелательному термическому воздействию.
Если вы работаете с листами профилированной металлопластиковой «черепицы», то защитный слой в месте реза выгорает и теряет эстетическую привлекательность.

Прогрессивный способ – электрические ножницы по металлу с вертикальным расположением лезвий. Однако это недешевый инструмент, который используется крайне редко (как часто вы заново кроете крышу?). Поэтому в продаже есть более практичные приспособления: насадка на дрель для резки металла.

По сути, это редуктор, преобразующий вращательное движение шпинделя в колебательное. Разумеется, по своим характеристикам, приспособление уступает полноценным электрическим ножницам.
Однако насадка на дрель стоит недорого, к тому же вы не покупаете готовый инструмент (ножницы с мотором), который большую часть времени пылится на полке. Дрель есть практически в каждом доме, при необходимости ее можно легко превратить в прогрессивный резак.
Разновидности насадок
Классическая насадка на дрель – ножницы по металлу. Второе название: «бобер».

Механизм представляет собой свободно вращающийся в подшипнике вал, на котором закреплен эксцентрик. Работает система по принципу кривошипно-шатунного механизма, только наоборот: энергия подается именно для вращения.
Одна половинка ножниц (опорная) расположена на станине, вторая качается на оси. Подвижная часть соединена с эксцентриком, и при вращении вала совершает возвратно-поступательные движения. Ножницы для резки металла устанавливаются на дрель, и у вас в руках полноценный инструмент для раскроя.

Обязательный элемент конструкции – рукоять, закрепленная перпендикулярно оси вращения шпинделя. При увеличении нагрузки, возникает реактивный крутящий момент, который может провернуть дрель относительно насадки.
Такая насадка отлично подходит для резки листового металла без профильных изгибов, либо с волнами большого радиуса. Заусенцев практически не бывает, легко контролировать линию реза. Благодаря небольшой длине режущих губок (в отличие от ручных ножниц), можно выполнять фигурные разрезы небольших радиусов.
Опять же, по причине коротких губок и отсутствию рычагов-рукоятей, не требуется принудительное разведение разрезаемых плоскостей. Двигаясь вдоль линии, можно выполнять непрерывный раскрой любой протяженности.
Но при работе с профилированными листами, особенно малого радиуса загиба, кромка может порваться, если разрез вообще будет возможным. В таком случае применяются просечные ножницы по металлу.
Насадка надевается на дрель, и работает по такому же принципу: преобразование энергии вращения в линейную. Однако конструкция рабочего элемента (его называют «сверчок») иная.
Как устроен сверчок на дрель для резки металла?
Работа построена по принципу обычного офисного дырокола. Тонкий цилиндрический боек протыкает в металле аккуратное отверстие. Колебательные движения происходят с высокой частотой (равной оборотам патрона дрели), и при поступательном движении вдоль линии разметки, вы получаете ровный и непрерывный разрез.

Характерный звук во время работы этой насадки на дрель, дал название «сверчок». Высечные ножницы по металлу «сверчок» не имеют ограничений по траектории перемещения.
Можно вырезать линии любой формы. Инструмент (благодаря круглой форме режущей части) может вращаться на 360° вокруг точки реза.
Еще одно преимущество насадки на дрель «сверчок» – она отлично подходит для резки металла с ребрами жесткости, и другими профильными выштамповками.
- Первый способ – повторение плоскости профиля (оператор держит насадку перпендикулярно заготовке, огибая неровности). Подходит для среднего радиуса изгиба.
- Второй способ – просечка металла прямо по ребрам, не огибая профиль листа. Именно благодаря этой способности, эта насадка подходит для резки металлочерепицы.

Ребра, формирующие черепицу на листе кровли, имеют не слишком большой перепад уровней, но изгиб происходит практически под прямым углом. Обычные насадки на дрель для резки металла в виде ножниц, такой профиль не пройдут. А просечная насадка выполняет рез без остановки.
Единственный недостаток такого инструмента – относительно высокие потери материала. Пробойник имеет определенный диаметр, поэтому ширина разреза – вынужденные потери при раскрое.
Обычно это несколько миллиметров, но все-же об этой особенности надо помнить. При выполнении работ образуется большое количество металлической стружки. В отличие от содержимого контейнера дырокола, это не конфетти из стали, а полумесяцы с острыми краями.
Поэтому в мягкой обуви работать не рекомендуется, и по окончании раскроя, необходимо сразу утилизировать металл. Еще один вариант (мало распространенный) – это дисковые ножницы-самоходы (разумеется, в виде насадки на дрель). Описывать принцип работы нет смысла, все видно на иллюстрации.

Угловой редуктор приводит в действие верхний ведущий диск, а снизу прижимается диск направляющий. Получаются как бы бесконечные ножницы. Есть ограничения по толщине металла, к тому же такие ножницы не могут выполнять фигурный рез.

Любое из этих приспособлений существенно облегчает работу с металлом. Они не универсальны, поэтому каждый мастер может выбирать насадку для своих потребностей.
Видео демонстрация работы различных насадок по металлу
Насадка на дрель для резки металла MALCO TSMD
Работа насадкой Сверчок
Совет от бывалых мастеров: чтобы насадку не подклинивало, нужно полить металл мыльным раствором.
Просечные ножницы на шуруповерт или дрель
