
Станок для изготовления профлиста, производство профильного листа
Обзор станков для изготовления профлиста
Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.

- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование проводится методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма вальцов. В производственных линиях имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существует горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.

Виды производственного оборудования
Прокатный стан – это основа технологической линии. К числу критериев, по которым классифицируется вальцовочная аппаратура, относятся форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, тогда в комплект должен входить станок-разматыватель.
Следующий шаг цикла – резка, для этих целей служат ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.

1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов. Качество невысокое, поэтому обработка металлических заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
Чаще всего создают арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами. Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.

3. Автоматизированные и полуавтоматизированные.
Представляют собой группу механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, разработана стандартная комплектация:
- Размотчик рулонного металла. Скрученные стальные листы, которые поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусматривается автоматический контроль уровня провисания металлического полотна в процессе работы. Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно.
- Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов. Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю. К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
- Приемная клеть. Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.

Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции – 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму. Рулон разматывают путем протяжки металлической полосы или вращения штурвала.

3. Листогиб РСХ-2000/0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального листа толщиной до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий. Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и приводится в действие электрическим мотором. Рекомендуется купить для предприятий небольшой мощности.
| Оборудование | Тип | Цена, рубли |
| Размотчик рулонов | напольный | 13 000 — 17 000 |
| мобильный | 60 000 — 80 000 | |
| двухопорный | 53 000 — 190 000 | |
| самоподъемный | 130 000 — 160 000 | |
| консольный | 105 000 — 300 000 | |
| Листогибочный станок | ручной | 130 000 — 450 000 |
| сегментный | 250 000 — 550 000 | |
| электромеханический | 2 600 000 — 3 900 000 | |
| гидравлический | 70 00 000 — 20 000 000 |
Станок для производства профнастила
Оборудование для производства профнастила
Профлисты оптом от производителя
«СП-Профлист» — это, прежде всего качество, надёжность и наши гарантии. Предлагаем профлисты по низким ценам от производителя. Наше главное преимущество — возможность быстро обрабатывать ваши заказы: выпускать профилированные листы любого типоразмера из представленных в каталоге, окрашивать их в любой цвет по каталогу RAL и осуществлять доставку. С продукцией «СП-Профлист» строительные работы будут выполняться в сроки.
Профилированный лист (профлист) — это металлический лист с рёбрами жёсткости, который успешно используется в строительстве объектов различного назначения. Профнастил «СП-Профлист» отлично подходит при облицовке фасадов, строительстве заборов, создания кровельных и потолочных перекрытий в гаражах, торговых центрах, ангарах, складах, промышленных предприятиях и других сооружениях.
Мы производим профлисты методом холодного профилирования стального проката. В результате такого способа стальной лист получает гофрированный профиль. Он и обеспечивает профнастилу необходимую жёсткость. В итоге, чем выше профиль и, чем сложнее его форма, тем надёжнее лист. Так, профнастил с высотой профиля 8 мм подходит только для облицовки фасада, а с высотой профиля 114 мм — для самых разных строительных нужд, в т.ч. в качестве арматуры сталебетонных перекрытий.
Ассортимент профилированных листов «СП-Профлист» представлен наиболее популярными моделями: С8, С20, НС35, Н60, Н75, Н114-750 и Н 153-840. Толщина стали в наших изделиях составляет от 0,4 до 1,5 мм в зависимости от типоразмера профлиста. Вся продукция соответствует нормам ГОСТ 24045-94 и Техническим условиям ТУ 5285-002-78099614-2008.
Профнастил бывает оцинкованным либо с полимерным покрытием. Первый вариант чаще используется на временных объектах, например, при ограждении строительной площадки, устройстве навесов в опасных зонах и т.д., а также при создании перекрытий. Второй более популярен для внешней отделки и облицовки, так как благодаря покрытию (порошковому напылению) он более эстетичный внешне, а также более устойчивый к различным воздействиям: механическим повреждениям, выгоранию, коррозии, атмосферным влияниям (дождю, солнцу, граду и т.п.).
У профнастила есть множество преимуществ. Он долговечный и способен служить не менее 30 лет, если не имеет полимерного покрытия, и не менее 45 лет — с порошковым напылением. Также он характеризуется прочностью, надёжностью и безопасностью выполненных из него конструкций. Монтаж профилированных листов является простым, так как профнастил легко режется и сверлится, не требуя специального дорогого оборудования. Крепится он при помощи саморезов на обрешетку или шляпный профиль. Кроме того, профлисты достаточно лёгкие, что тоже упрощает их установку.
«СП-Профлист» предлагает купить профнастил прямо со склада-завода. Мы реализуем профилированные листы по всей России. Доставка в регионы осуществляется усилиями транспортных компаний, с которыми мы сотрудничаем много лет.
1. Требования и изготовление материала
2. Технология и процесс изготовления профилированных листов
3. Прокатные станки для производства профнастила
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
- материала для стен различных сооружений;
- обшивки зданий (прочтите: «Обшивка дома профлистом»);
- листов для изготовления опалубки;
- кровельного материала для жилых зданий;
- материала по созданию перегородок и ограждений;

Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;

Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.
Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Для изготовления понадобится станок для производства профнастила. На нем можно создать листы для стен, кровли и пола (читайте также: «Навесы из профнастила своими руками»).
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.

Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. Изготовление профнастила возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется вид металлопрофиля и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.

Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве – то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании (читайте: «Станок для профнастила ручной — технология изготовления»).
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками. Это большой комплекс механизмов различного назначения. Изготовление профилированных листов на таком оборудовании происходит за короткое время (полезно также: «Крыша из профнастила своими руками»).
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.

Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей. Это влияет на качество продукции.
- После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Современное производственное оборудование обладает сенсорным пультом. Кроме того, большинство станков оборудовано электромеханическими ножницами, устройствами для зажима, специальными урнами для отходного материала и другими необходимыми устройствами (читайте: «Оборудование для производства профнастила»).
Станок для производства профлиста позволяет изготовить профнастил любой формы и назначения. Необходимый материал – гладкая качественная сталь.
Изготовление профнастила, смотрите на видео:
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Если вы решили создать станок для профнастила своими руками, то рекомендуем прочитать специальную литературу по этому вопросу. Также желательно обратиться к фото и видеоматериалам. Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем.
Как сделать самодельный станок для изготовления профлиста своими руками
Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам. Читайте также: «Кровля из профнастила своими руками».
Главная / Оборудование для производства профнастила
Оборудование для производства профнастила
В данном разделе представлено профессиональное оборудование для производства профнастила, предназначенное для получения из рулона оцинкованного металла с полимерным покрытием гофрированного настила с заданными параметрами и определенной геометрии.
Все подробности можно узнать по тел.: +7 (495) 225-80-08
| Модель, линии | С8 | С10 | С18 | С21 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



| Марка производимого профлиста | Цена оборудования в руб. с НДС | ||
| Базовая комплектация | Бизнес комплектация | Премиум комплектация | |
| C8 | 950,000 | 1310,000 | 1550,000 |
| С10 | 1000,000 | 1360,000 | 1,650,000 |
| С18 (МП20) | 1250,000 | 1,610,000 | 1,900,000 |
| С21 | 1200,000 | 1,560,000 | 1850,000 |
Купить оборудование для профнастила можно заплатив предоплату поставщику. Обычно она находится в пределах 10% от стоимости производственной линии. Остаток суммы оплачивается при готовности оборудования к отправке потребителю. Приемка может осуществляться как на заводе изготовителе, так и непосредственно у заказчика.
| Марка профилированного листа | Цена оборудования в зависимости от производительности линии в руб. с НДС | |
| Оборудование для профнастила, цена линии со скоростью проката 30 м/мин. | Оборудование для профлиста, цена линии со скоростью проката 40 м/мин | |
| С8-1150, С10-1100, С10-1150 | 1 890 000 | — |
| СН10-1100, СН10-900 | 2 070 000 | 2 660 000 |
| СН15-1000, СН15-800 | 2 560 000 | 3 090 000 |
| С18-1100 (волнистый профиль) | 2 440 000 | 2 980 000 |
| С18-1096, МП20-1100, С21-1000, С21-1080 | 1 970 000 | 2 190 000 |
| НС35-1000 | 3 190 000 | — |
| Н44-1000 | 3 170 000 | — |
| Н57-750 | 3 930 000 | — |
| Н60-845 | 4 380 000 | 4 780 000 |
| Н75-750 | 4 190 000 | — |
| Н114-600 | 12 300 000 | — |
| Н153-840 | 16 590 000 | — |
![]() Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.

Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
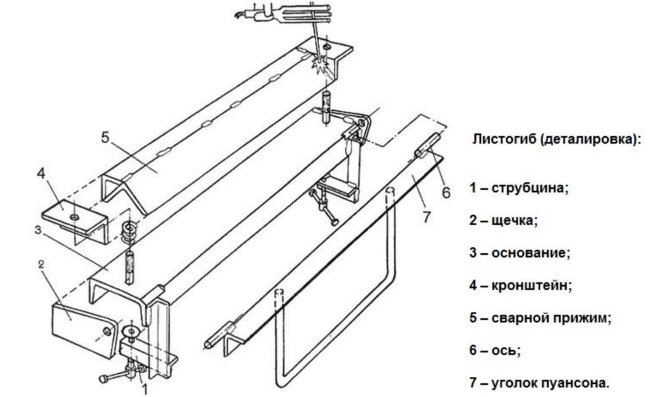
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
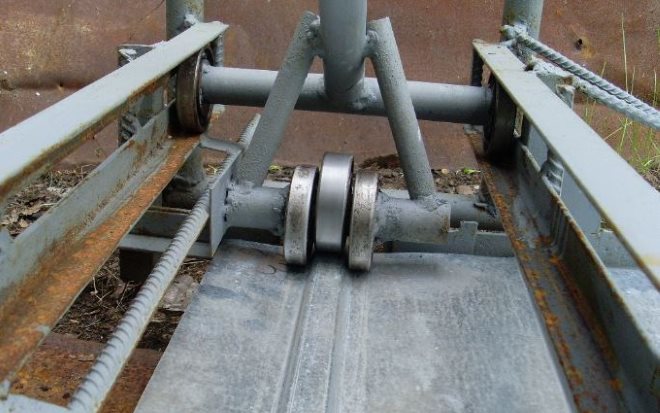
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы

Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Производство профлиста – какое оборудование используется?
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
1 Что нужно знать о производстве профилированных листов?
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.

А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.

Простейший ручной станок для изготовления профилированного листа способен «выдать» нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
- ручной станок;
- оборудование мобильного (передвижного) вида с частичной автоматизацией выполнения рабочих операций;
- полностью автоматические линии.
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.

Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.

Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.

- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
- Отсек для складирования изготовленных профилированных листов.


Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной. Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
4 Какие факторы оказывают влияние на качество профлиста?
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).

Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно «не переусердствовать» с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.

Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.