
Линия для производства профнастила, станок для прокатки профиля
Оборудование для производства профнастила
Благодаря постоянно растущему спросу на профилированный лист, производство и продажа профнастила становятся все более выгодным и прибыльным бизнесом. В основе технологии производства профнастила лежит метод холодной прокатки металлического листа между специальными роликами, верхний из которых выполняет функцию пуансона, а нижний — матрицы. Именно от конфигурации этих роликов и зависит форма профиля, которую приобретает поверхность металлического листа. Профиль может быть прямоугольным, трапецеидальным или волнистым.

Оборудование для производства профнастила можно разделить на две основные категории — это ручные станки для изготовления небольших партий профилированного листа и производственные линии для выпуска профнастила в промышленных масштабах.
Оглавление статьи (нажмите, чтобы открыть)
Ручное оборудование для производства профлиста
Чаще всего такое оборудование используется в небольших производствах и при строительстве удаленных объектов, когда доставка небольших партий готового профилированного листа просто нецелесообразна.
Ручное оборудование для профлиста позволяет изготавливать до 150 листов профнастила за одну 8-часовую смену. Фактически, такой станок представляет собой ручной листогиб. С помощью прижима, лист оцинкованного металла фиксируется на рабочем столе, а специальная направляющая изгибает лист на заданный угол, формируя профиль поверхности.
Поскольку ширина рабочего стола в ручных станках ограничена и не превышает 2,5 м, такое оборудование для профнастила не может обрабатывать рулонную сталь. В качестве исходных заготовок используют листы оцинкованной стали размером не более чем 2,5×1,2 м.

К преимуществам ручных станков для изготовления профлиста можно отнести мобильность и экономичность (за счет использования мускульной силы человека они не требуют для работы затрат энергоносителей). Такое оборудование для профнастила также легко монтируется, не требует для установки специальных производственных помещений и имеет небольшой срок окупаемости.
Недостатками таких станков являются малая производительность, высокая вероятность брака в виде перекатов и двойного нанесения гофры, возможность использования стального листа не толще 1,0 мм, а также высокая вероятность образования микротрещин слоя полимерного защитно-декоративного покрытия листа. По этой причине обрабатывать на таких станках крашеный металл не рекомендуется.
Многие российские машиностроительные предприятия производят ручное оборудование для изготовления профнастила, цена его в зависимости от качества и комплектации колеблется в пределах от 70 до 100 тысяч рублей.
Промышленные производственные линии для изготовления профнастила
Если для профилирования поверхности одного листа металла на ручном станке необходимо выполнить 10-12 операций, промышленные станки представляют собой поточные линии, которые могут производить до 32 погонных метров профилированного листа в минуту. При этом их производительность практически не зависит от высоты профиля и размеров листа готовой продукции. Более того, чем больше длинна профилированного листа, тем меньше время работы гильотинных ножниц и тем больше производительность линии.
Как уже говорилось выше, высокий спрос на профилированный металлический лист и простота технологии его изготовления стали причиной того, что многие машиностроительные предприятия наладили выпуск оборудования для выпуска профнастила. Поэтому купить оборудование для производства профнастила на сегодня не составляет никакого труда. Нужно только решить, какая марка профнастила будет производиться.
Стоит помнить
Чем больше высота трапеции и сложнее форма профиля, тем дороже обойдется комплект необходимого оборудования.
Существенно зависит цена и от компании-производителя. Это может быть оборудование известного европейского бренда, российской компании или станок, изготовленный в Китайской Народной Республике. Большим спросом в России и странах СНГ пользуется именно китайское оборудование для производства профлиста, цена которого значительно ниже, чем у европейских или российских аналогов.
Необходимое для оснащения производственных линий, на которых происходит изготовление профнастила, оборудование имеет следующие основные характеристики:
- исходные сырье — тонколистовая рулонная оцинкованная сталь или сталь с защитно-декоративным полимерным покрытием;
- максимальная ширина рулона — 1250 мм;
- толщина листовой стали — 0,45-1,2 мм;
- режим работы оборудования — автоматический;
- режим подачи ленты с рулона — полуавтоматический;
- установленная мощность электрооборудования — 13-17 кВт;
- установочные размеры линии — порядка 18000×2600×1700 мм;
- производительность — от 20 до 32 п.м. профлиста в мин.
Состоит промышленная линия для изготовления профлиста из следующих основных агрегатов.
Двухопорный или консольный разматыватель
Этот агрегат предназначен для установки рулона тонколистовой стали, используемой в качестве исходного материала для изготовления профилированного листа. С разматывателя сталь подается в прокатный стан.
На современных автоматизированных линиях скорость подачи листа управляется системой автоматики, что позволяет работу разматывателя синхронизировать с остальными технологическими операциями. На многих прокатных станах на разматыватель устанавливается специальный роликовый нож, автоматически обрезающий стальную ленту при необходимости замены рулона.
Характеристики двухопорного разматывателя следующие:
- максимальный вес рулона стали — 10 тн;
- мощность электропривода — 3 кВт;
- внутренний диаметр рулона стали (посадочный размер) — 480-650 мм;
- габаритные размеры — 2600×1600×1700 мм;
- вес устройства — 1100 кг.
Многоклетевой прокатный стан
Именно на нем непосредственно происходит изготовление профнастила — оборудование прокатного стана состоит при этом из нескольких основных элементов. Это металлическая рама с установленными на вращающихся валах роликами, электродвигателем и пневмо- или маслостанции.
Форма роликов соответствует профилю производимого металлического листа. С помощью гидравлического или пневматического привода, ролики «обжимают» стальную ленту, постепенно в процессе перемещения формируя заданный профиль. Во вращение валы с закрепленными на них роликами приводятся электроприводом из двигателя и цепной передачи.
Формирование профиля может происходить по одновременной и последовательной схеме. При одновременной технологии прокатки, все гофры профилированного листа начинают формироваться с первой клети прокатного стана. Это дает гарантию равномерного профилирования и позволяет уменьшить габариты прокатного стана.
Основные характеристики прокатных станов следующие:
- количество рабочих клетей — от 10 до 15;
- мощность электроприводов — 6-9 кВт;
- габаритные размеры (длина, высота, ширина) — 7000-12000×1600×1400 мм.
Электромеханические или пневматические гильотинные ножницы
Ножницы устанавливаются на последней клети прокатного стана и предназначены для отрезки готового листа профнастила заданной длины. Гильотинные ножницы оснащаются специальными ножами, имеющими форму профиля поверхности листа. Это позволяет избежать сминания краев профлиста при обрезке. Особенно это существенно для несущего профнастила с большой высотой трапеции профиля.
Характеристики отрезного устройства следующие:
- мощность электропривода — 3 кВт;
- габаритные размеры — 1500×400×1100 мм;
- вес — 550 кг.
Приемное устройство
Этим агрегатом завершается технологическая цепочка изготовления профилированного листа. Назначение приемного устройства — приемка и временное складирование готового профнастила. Отсюда готовая продукция отправляется на участок упаковки. Приемные устройства многих современных прокатных линий имеют откатные тележки и автоматизированные штабелеры.
Характеристики приемного устройства следующие:
- габаритные размеры (длина, ширина, высота) — 9000-1400×1350×1200 мм;
- вес — 350 кг.
Система автоматизированного управления линией
Последняя по порядку, но далеко не по значению — это система автоматизации линии по производству профлиста. Современные комплексы автоматизированного управления таких линий создаются на базе совершенных многофункциональных промышленных контроллеров. Они обеспечивают управление всеми технологическими операциями с синхронизацией работы всей системы.
Системы автоматизированного управления могут управлять скоростью прокатки с заданной функцией оптимизации по критерию качество-производительность или количество-длина. Они могут также управлять циклом отгрузки и ведут учет готовой продукции, регулируя при этом необходимую продолжительность технологических пауз.
Все это возможно благодаря установке большого количества самых различных датчиков, обеспечивающих передачу системе всей необходимой информации.
На пульт системы автоматического управления выведены сигнальные индикаторы работы всех агрегатов производственной линии, он также оснащен системой оповещения о возникновении аварийной ситуации.
Выше коротко рассказано о стандартной комплектации линий по производству профнастила, оборудование, цена которого отличается от базовой стоимости, чаще всего включает дополнительные опции.
Это может быть роликовый нож для обрезки листовой стали, подаваемой с разматывателя, автоматизированный укладчик или штабелер, устанавливаемый на приемном устройстве. Иногда линии для производства профнастила комплектуются авто- или электропогрузчиками. Их используют для установки рулонов тонколистовой стали на разматыватель и перевозки готовой продукции от приемного устройства на склад.
| Марка производимого профлиста | Цена оборудования в руб. с НДС | ||
| Базовая комплектация | Бизнес комплектация | Премиум комплектация | |
| C8 | 950,000 | 1310,000 | 1550,000 |
| С10 | 1000,000 | 1360,000 | 1,650,000 |
| С18 (МП20) | 1250,000 | 1,610,000 | 1,900,000 |
| С21 | 1200,000 | 1,560,000 | 1850,000 |
Купить оборудование для профнастила можно заплатив предоплату поставщику. Обычно она находится в пределах 10% от стоимости производственной линии. Остаток суммы оплачивается при готовности оборудования к отправке потребителю. Приемка может осуществляться как на заводе изготовителе, так и непосредственно у заказчика.
| Марка профилированного листа | Цена оборудования в зависимости от производительности линии в руб. с НДС | |
| Оборудование для профнастила, цена линии со скоростью проката 30 м/мин. | Оборудование для профлиста, цена линии со скоростью проката 40 м/мин | |
| С8-1150, С10-1100, С10-1150 | 1 890 000 | — |
| СН10-1100, СН10-900 | 2 070 000 | 2 660 000 |
| СН15-1000, СН15-800 | 2 560 000 | 3 090 000 |
| С18-1100 (волнистый профиль) | 2 440 000 | 2 980 000 |
| С18-1096, МП20-1100, С21-1000, С21-1080 | 1 970 000 | 2 190 000 |
| НС35-1000 | 3 190 000 | — |
| Н44-1000 | 3 170 000 | — |
| Н57-750 | 3 930 000 | — |
| Н60-845 | 4 380 000 | 4 780 000 |
| Н75-750 | 4 190 000 | — |
| Н114-600 | 12 300 000 | — |
| Н153-840 | 16 590 000 | — |
![]() Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.

Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
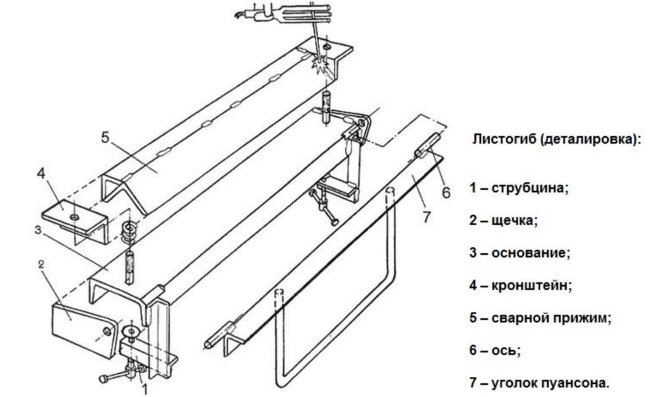
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
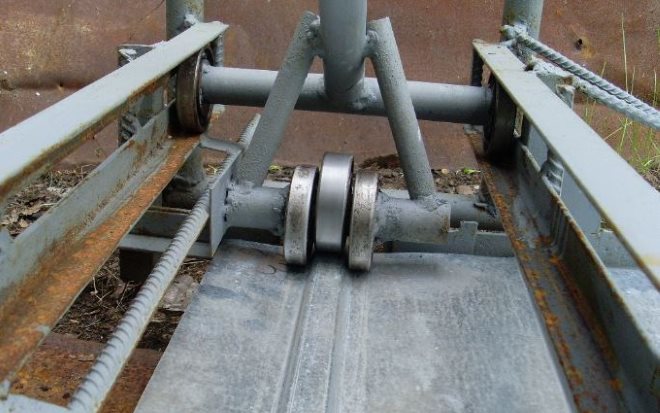
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы

Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Линия для производства профнастила
Наш завод разрабатывает оборудование для производства профлиста (профилегибочное оборудование для производства профнастила — холодногнутых тонколистовых профилей) , предлагая широкий ассортимент. Успешный опыт работы по проектированию и разработке оборудования позволяет нам предлагать товар высокого качества.
Часто нашу продукцию в поисковых системах ищут, формулируя запросы как «линия для производства профиля», «линия для производства металлопрофиля», «линия для производства профнастила» «производство профнастила» или «линия для производства профлиста». Представленный раздел «профилегибочное оборудование» в полной мере соответствует подобным запросам.
Здесь вы сможете найти по каждому виду продукции подробное техническое описание, состав оборудования ( качественная линия производства профнастила), описание устройства и работы станков. Также к каждому устройству прилагается дополнительная информация, связанная со сроками изготовления и ценами на продукцию. Все данные также можно получить по звонку или через контактную форму.
Вид продукции
Состав оборудования
Внимание! Состав оборудования может быть изменен и дополнен по согласованию с заказчиком. Дополнительная информация прилагается отдельным документом.
- Разматыватель консольный до 10 тн (электромеханический, с частотным преобразователем, с тормозом от самораспускания, контролем петли, с возможностью обратной смотки)
- Устройство подачи листа в стан (облегчает ввод и направление листа в стан,
- Профилегибочныйстан (усиленная рамная конструкция, увеличенный ресурс, мягкая формовка, поверхность валков обработана наклепом, обеспечивая увеличенную твердость, и отсутствие царапин)
- Отрезное устройство — профильные ножницы с фигурными ножами (гладкий рез, увеличенный ресурс)
- Приемный рольганг или штабеллер
- Система автоматического управления (импортные комплектующие, мерный рез, много точных настроек)
Технические характеристики линии
Материал: оцинкованная сталь (ГОСТ 14918) и тонколистового металла с лакокрасочным декоративно-защитным покрытием (ГОСТ 30246-94; ГОСТ 9045; ГОСТ 1050)
Размеры и параметры стального листа, применяемого для изготовления профиля:
| Характеристика | Значение |
| ширина, мм | 1250 |
| толщина, мм | 0,45. 1,2 |
| Скорость прокатки, м/мин | 25 |
Разматыватель консольный электромеханический
Разматыватель обладает рядом преимуществ:
- 4 лепестка
- Жесткая конструкция
- Устройство плавного пуска
- Легкая удобная установка рулона
- Прочная фиксация
- Реверс
Технические характеристики разматывателя
| Характеристика | Значение |
| Размеры рулона, мм | |
| ширина,не более | 1250 |
| диаметр наружный | 750. 1500 |
| расход зажимных губок(диаметр) | |
| базовое исполнение | 475-535 |
| с накладными губками | 525-620 |
| Толщина стали в рулоне, мм | 0,5. 2,0 |
| Масса рулона,кг, не более | 10000 |
| Высота оси рулона, мм | 1250 |
| Частота вращения рулона, об/мин | 15 |
| Мощность привода вращения рулона, кВт | 5,5 |
| Габаритные размеры, мм | |
| длина | 2260 |
| ширина | 1800 |
| высота | 1510 |
| масса, кг | 1900 |
Устройство подачи листа
Устройство подачи предназначено для обеспечения направления и подачи рулонной стали толщиной до 1,2 мм и шириной до 1250 мм к последующим узлам технологической линии.
Характеристики рулонной стали:
| Характеристика | Значение |
| ширина, мм | 1250 |
| толщина, мм до | 1,2 |
| Габаритные размеры, мм | |
| длина | 1400 |
| ширина | 1700 |
| высота | 680 |
| масса,т | 0,15 |
Прокатный стан — основная часть профилегибочного оборудования — предназначен для прокатки профилированного листа (профнастила) с необходимой высотой профиля профлиста из рулонной холоднокатаной оцинкованной стали и стали с полимерным покрытием.
Размеры и параметры стального листа, применяемого для изготовления профиля:
| Характеристика | Значение |
| ширина, мм | 1250 |
| толщина, мм | 0,45…1,2 |
| Скорость прокатки, м/мин | 22 |
| Привод стана электромеханический, мощность установленная, кВт | (в зависимости от профиля) |
| Габаритные размеры, мм | |
| длина до | 15000 |
| ширина до | 3100 |
| высота до | 1500 |
| Габаритные размеры стана, мм | |
| длина | 7800 |
| ширина | 2210 |
| высота | 1150 |
| Количество клетей | 8-35 |
| Масса,кг до | 15000 |
Отрезное устройство — профильные ножницы для резки профнастила
Отрезное устройство электромеханическое (профильные ножницы с фигурными ножами — иногда гильотинные ножницы) предназначены для резки профнастила — профильной, тонколистовой оцинкованной стали, с полимерным или лакокрасочным декоративно-защитным покрытием, толщиной материала 0,4 — 1,2 мм. Профильные ножницы встраиваются в линию. Поперечная ширина реза -1200мм. Отрезка профлиста производится по команде счетчика длины, встроенного в прокатную линию. Ножницы комплектуются профильными ножами для резки профиля без замятин и заусенцев.
| Характеристика | Значение |
| Наибольшая толщина разрезаемого листа | 1,2 |
| Наибольшая ширина разрезаемого листа, мм | 1200 |
| Число ходов ножа в минуту | 50 |
| Угол наклона подвижного ножа | 3 град |
| Ход ножа, мм | 94 |
| Число режущих кромок ножа | 1 |
| Номинальное усилие реза, кг | 780 |
| Габаритные размеры, мм | |
| длина | 1630 |
| ширина | 780 |
| высота | 1735 |
| масса,кг | 780 |
Комплектуется сменными ножами при необходимости
Изготовление профильных листов
Общая характеристика
Профнастил – это универсальный материал, который является незаменимым в большинстве сферах строительной промышленности. Безусловно, изготовление профилированного листа уже давным-давно не в новинку для наших производителей, однако, популярность, спрос на дынный строительный материал ежегодно возрастает прямо в соотношении увеличения объемов и плотности строительства. Линия производства профнастила: б у, по комплектам или новая является желаемым приобретением для любого предпринимателя.
Профилированным металлическим листом является рулонная сталь. Ее поверхность, при обработке на специализированном оборудовании приобретает гофрированную или волнистую форму.
Задачей данной операции становится увеличение продольной жесткости, а также, несущей способностью исходного сырья.
 Рулонная сталь
Рулонная сталь
Это дает возможность использовать холоднокатаную сталь относительно маленькой толщины для того, чтобы изготавливать различные строительные конструкции, учитывая и те, на которые воздействуют огромные динамические и статистические нагрузки.
Нынешний профнастил выпускается из стали, толщина которого колеблется от 0,55 до 1,4 мм. Металлический профилированный лист может разделяться на два основных ряда – несущего и стенового, в зависимости от необходимости. Они отличаются между собой толщиной металла и формой профиля. Профилированный лист может иметь высокую эксплуатационную характеристику. При том, что сравнительно низкая себестоимость, которая делает его изготовление очень привлекательным, а главное рентабельным и умным вложением денег.
Сырье
Профнастил производится после проката высшей или 1 категории:
- рулонная сталь. Полимерное, декоративно-защитное покрытие (по ГОСТу 31247-83);
- рулонная сталь оцинкованная (по ГОСТу 76482-63);
- алюмоцинковая сталь без покрытия и с покрытием (по ТУ 75-25-289-03).
Для автоматизированных линий, металл изготавливается в форме рулонной заготовки. Для ручного профилирования используются уже готовые листы металлопроката. Их могут предлагать наши отечественные изготовители. Но заграничные партнеры не спешат отставать и также предлагают нам их. А именно, Китай, Южная Корея, Словакия, Чехия, Германия, Англия, Украина.
Технология производства
Технология изготовления профильных листов, достаточно проста. В ее основу лежится метод, с помощью которого осуществляется холодная прокатка тонколистовых металлов. При помощи специализированной техники, из одного рулона цинковой стали, либо иногда используется сталь с полимерным покрытием. Таким образом, мы можем получить металлический профиль с необходимой нам геометрической поверхностью.
На сегодняшнее время, используются два основных метода профилирования металла:
- одновременный;
- комбинированный (или последовательный).
| Одновременный | Комбинированный |
| Технология производства профнастила, обозначает прокатку всего профнастила и гофр одномоментно, начиная с первой клетки прокатного ряда, что значительно экономит производственную площадь. Ровно филирует лист, вычеркивая возможность дефектов на исходной заготовке. | Прокатный стан для одномоментной прокатки примерно в 1,7 раза меньше, чем оборудование для одновременного или комбинированного метода получить профилированный лист. |
Сырье для изготовления профнастила, а именно рулон, который является заготовкой с оцинкованной сталью. Рулон может быть с покрытием и без него. Происходит установка на размоточную технику. Один край рулона из металла нужно зафиксировать на заправочную клеть прокатного ряда. Далее, все подается с необходимой скоростью. Выглядит как беспрерывная лента.
Необходимо запустить на линии нужную программу, которая обеспечивает выпуск профилированных листов по нужным параметрам.
 Линия нарезки профнастила
Линия нарезки профнастила
Без изменений остается только лишь ширина, длину можете выставить абсолютно любую, однако, как правило, она не выше 11-14 мм, потому что имеет ограничение габаритов транспортировщика. Давило с гильотинными ножами ровно режет прокатанный лист. Далее, определяется на приемный стол.
Помимо заправочной пары, профилирующий стан может иметь еще серию рабочих пар валов или клетей. Каждая из них оснащена наборами роликов проката, которые обеспечивают геометричность и необходимую высоту гофры. Металлопрокатная лента проходит между нижними и верхними валами, а затем принимает форму, которая была заблаговременно запрограммирована. Приоритетом технологии автоматизированного изготовления является то, что прокатка всего гофра происходит единовременно и одномоментно. Это разрешает получить материал высоко качества без брака.
На столе приема, оконченные профилированные листы, укладывают в пачку и транспортируются к складу готовых продукций.
Оборудование
Установка для изготовления профнастила, предназначена для выхода профлиста разной формы. Изготавливается из рулонной тонколистовой стали с полимерной, оцинкованной поверхностью. Станки для профлистов представлены разными установками и линиями, в которые входит весь цикл изготовления профлистов в автоматизированном режиме. Машины для профнастила различаются:
- станками для профнастила;
- численностью профилирующих рядов и формой режущих инструментов.
Линия для производства профнастила, цена установок и самого комплекса самая разная и зависит от метода профилирования. Оборудование, в состав которого входит тонколистовая рулонная сталь с оцинкованной или полимерной эпиблемой. Эксплуатация максимальной ширины, означает лучшее качество. Масштабность рулонной стали, которую используют — 1245мм.
 Линия сушки профлиста после покраски
Линия сушки профлиста после покраски
Предназначается для оборудования и выхода сырья, которое находится в стадии разработки.
- Отрезной гидравлический нож.
Нож, фигурной формы, который гарантирует качественность обрезки профлиста на заданную длину. На раме прокатного стана, установлена гильотина.
Практикуется при для последовательном гибе металла, который обрабатывается, к нужным формам, посредством прокатки через филирующие ролики.
Регулирование и координация работы установкой линии.
Гидромеханический привод, который необходим для использования отрезного ножа.
 Гидравлическая гильотина для профнастила
Гидравлическая гильотина для профнастила
- Толщина сырья, которое обрабатывается — 0,8 мм.
- Ширина сырья, которое обрабатывается — 1245 мм.
- Продуктивность — 25 пог. м/мин.
- Точность обрезки — ± 1.5.
- Дедвейт разматывающего устройства — 5500кг.
- Субъект разматывающего устройства — стоечный электромеханический.
- График работы — полуавтомат.
- Пригон электромеханический — мотор-редуктор.
- Привод — цепной.
- Шкаф ведения – производит обеспечение автоматической работы линии после заправки сырья в профилегибочный стан.
- Патронажный штат — 2-3 чел.
- Габарит линии – 9 м.
- Производительность – 7 кВт.
 Прокат профнастила листами по 10 м
Прокат профнастила листами по 10 м
С размывателя рулона, который установлен на оборудовании, тонколистовая сталь разливается по формовочной машине. Там начинает происходить филирование верхнего металла. Далее, завершенный лист профнастила отбрасывают к гидравлическим ножницам. Они обрезают продукт по заданному размеру. Профиль может зависеть от геометрии вала, который установлен на прокате.
Весь производственный процесс инспектируется системой управления. Это дает возможность регулировать скорости прокатки, длину, количество листов продукта. После отрезки, завершенные листы профнастила формируются в приемном устройстве.
Следовательно, производство профнастила из листовой стали заключается в следующие этапы.
Рулон полимерной стали, а также стали с оцинкованной поверхностью может устанавливаться до разматывателя, который гарантирует точную и ровную подачу листа. Одним концом лист, вставляется в формовочный бак прокатного стана.
Системе автоматизированного управления имеет основную иерархию параметров:
Оборудование запускается, а значит, запускается процесс производства профнастила.
Приобретение
Каждый предприниматель, который работает в сфере строительства, может приобрести данное оборудование, как новое, так и бывшее в употребление. Ведь на любой поисковой платформе, по данному запросу открываются десятки объявлений с содержанием «продам линию производства профнастила в отличном состоянии» и все остальное зависит только от вашего желания.
Существует перечень качественных линий, которые облегчат вашу работу:
| С10-1100 | НС35-1000 | С8-1150 | Н75-1000 | С21 (RN20-1100) | НС44-1000 |
Реализовать профнастил можно следующими направлениями:
- оптово-розничная торговля. Осуществляется с помощью специализированных магазинов, баз, экспедиторов или в строительных магазинах;
- сбыт оптом промышленным и строительным организациям, участвуя в тендерах и на аукционах;
- реализация «на заказ». Осуществляется в большей степени для производства партии профлиста нетрадиционных размеров.
После одной смены проектируется выработка в 600 м2 профлиста; выработка в месяц – 13 000 м2.
При оптовой продаже профилированного листа 250 руб./м2. 24 рабочие смены в один месяц, предполагаемый заработок составит: 600 м2 * 24 рабочих дня * 250 руб./м2 = 3 600 000 руб./месяц.
Чистая прибыль: 3 600 000 – (185,93 * 13 000 м2) = 1 182 650 рублей в один месяц.
Прайс на линии производства профнастила бывшие в употреблении
Прайс на новые линии производства профнастила | ||
| Наименование | Количество клетей | Цена |
| С-8 | 13 клетей | 973 400 руб. |
| С-20 2014 г.в | 1 580 000 руб. | |
| С20 | 4 500 000 руб. | |
| С-20 2010 г.в | 13 клетей | 5 000 000 руб. |
| МП20R | 16 клетей | 3 880 000 руб. |
Реклама партнеров
Липецкий завод профилегибочного оборудования
Виды станков для производства профлиста
Невысокая цена изделий достигается простотой производства. Технология заключается в протяжке стального проката (скрученного в рулон или листового) для придания формы через специальные вальцы, конфигурация которых определяет форму профиля.
Производят профлист как на автоматизированных линиях, так и на ручных механических станках. Оборудование необходимо устанавливать в светлом просторном помещении, чтобы обеспечить доступ к нему со всех сторон.
Условия хранения сырья и размещения производства могут влиять на качество производимой продукции, поэтому на складе и в цеху не допускается высокая влажность и понижение температуры ниже +4 градусов.
Механические станки
Ручной листогиб является самым простым станком для изготовления профлиста и имеет высокую популярность среди представителей малого бизнеса и в частных хозяйствах. Для открытия небольшой мастерской не потребуется больших капиталовложений. Оборудование для ручного производства возможно устанавливать непосредственно на строительных площадках. Правильно настроенный механический станок для изготовления профлиста позволяет работать со стальным прокатом как в листах, так и в рулонах толщиной от 0,4 мм до 0,6 мм, шириной 2 метра. Механический листогиб имеет ряд преимуществ:
- не требует электричества;
- компактность;
- можно менять количество волн;
- для обслуживания достаточно двух человек;
- позволяет изготавливать элементы кровли.
Такое оборудование эксплуатируется вручную и имеет невысокую производительность. Малые партии качественного профлиста всегда найдут своего потребителя.
Автоматизированные линии
В промышленном производстве профильного листа применяются автоматизированные линии полного цикла с высокой производительностью. Установка такого оборудования требует определенных условий:
- большое помещение не менее 100 м² с ровным бетонным полом и большими воротами;
- кран-балка;
- наличие электроэнергии 380 Вольт, допустимая мощность до 23 кВт;
- хорошие подъездные пути.
В состав автоматизированной линии входит комплекс оборудования необходимого для производства:
- Разматыватель рулона — предназначен для разматывания и подачи оцинкованной стали из рулона на станок, а также для контроля провисания листа и синхронизации скорости подачи материала.
- Станок для прокатки профлиста (пневматический или гидравлический) — является основным механизмом линии, принимает сырье и при помощи вальцов, из плоского листа изготавливает профильный.
- Ножницы-гильотина с ножами, повторяющими профиль — отрезают лист до нужного размера, для жесткости крепят гильотину на станину, где установлен станок для изготовления профнастила.
- Приемное устройство — оборудовано автоматическим штабелером, обеспечивает прием готовой продукции и формирует пачки.
- Система, управляющая всеми процессами — связывает в единую сеть все механизмы и контролирует их работу.
Обслуживать и осуществлять производство на автоматизированной линии при наличии определенных навыков работы могут два человека, оператор и подсобный рабочий.
Изготовление профнастила как бизнес
Инвестиции в приобретение станка для производства профнастила экономически оправданы. Строительство новых объектов, реконструкция старых, развитие инфраструктуры постоянно требуют качественных материалов. Рынок растет и развивается, спрос увеличивается.
В сфере изготовления стальных профильных листов очень высокая конкуренция и чтобы конкурировать на этом доходном рынке, необходимо не только использовать хорошее сырье и материалы, но и производить профнастил на качественном и обслуженном оборудовании. На настоящий момент, по мнению экспертов, рентабельность производства профильной стали составляет от 20 до 40%.
